has been developing and manufacturing advanced
machines for almost 20 years for the food industry.
All modern techniques are used to build and develop them
completely in-house, including the controlsystems.
Our machines find their way to many well-known food producers in
the Netherlands and the rest of Europe.
Our machines are full of movements, fun techniques, control
technology and vision systems
ontwikkelt en produceert al bijna 20 jaar
geavanceerde machines voor de voedselindustrie.
Alle moderne technieken worden gebruikt om deze zelf volledig in
eigen huis te bouwen en ontwikkelen, inclusief de besturing
ervan.
Onze machines vinden hun weg naar veel bekende
voedselproducenten in Nederland en de rest van Europa.
Onze machines zitten vol met bewegingen, leuke technieken,
besturingstechnieken en Vision systemen.
Alles wordt in eigen huis ontwikkeld en
geproduceerd
Everything is developed and
produced in-house
Handelsweg 27, 1619BJ Andijk
montage
The building from 2010
is very energy efficient designed and is fully heated and
cooled via geothermal heat and that's how we also carry
ourselves contribute to the climate and sustainability.
Even if it is outside 35 degrees, it is with us in the
workshop and not so hot in the office because there is
cooling through the pipes in the floor and the ceiling.
The production processes that we use in-house for producing
our machines include
CNC Waters Cutting 4x2 m Bystronic
CNC Edge 4 meter 330 tons with hydraulic bombering
CNC turning with C axis and rotating tools 1500x600 mm Okuma
and Fanuc
CNC Mills 3, 4 and 5 axis to 2200 mm long Deckel, Kitamura,
Axa
Glass bead blasting 6x4 meters
TIG welding and MIG welding Kempi EWM
Drum deburring 5 different brands up to 1500 mm long
Electrical boxes construction
Software development
PLC and IPC controls
3D CAD design Solidworks
FEM finite element method for strength calculation
We use about 15 CNC machines to make our food industry
machines build and develop.
We maintain and overhaul these CNC machines ourselves. We
also find that interesting and educational.
We work exclusively with stainless steel materials and
plastics.
Het pand uit 2010 is zeer energiezuinig ontworpen
en wordt geheel via aardwarmte verwarmd en gekoeld en zo
dragen wij ook ons steentje bij aan het klimaat en
duurzaamheid.
Ook als het buiten 35 graden is, dan is het bij ons in de
werkplaats en op kantoor niet zo warm omdat er koeling is via
de leidingen in de vloer en het plafond.
De productieprocessen die wij in huis gebruiken voor het
produceren van onze machines zijn oa
CNC Watersnijden 4x2 m Bystronic
CNC Kanten 4 meter 330 ton met hydraulische bombering
CNC draaien met C as en meedraaiend gereedschap 1500x600 mm
Okuma en Fanuc
CNC Freesen 3, 4 en 5 assig tot 2200 mm lang Deckel, Kitamura,
Axa
Glasparelstralen 6x4 meter
TIG lassen en MIG lassen Kempi EWM
Trommelontbramen 5 stuks diverse merken tot 1500 mm lang
Elektrakasten bouw
Software ontwikkeling
PLC en IPC besturingen
3D CAD ontwerp Solidworks
FEM eindige elementen methode tbv sterkte berekening
Wij gebruiken ca 15 CNC machines om onze voedselindustrie
machines te bouwen en te ontwikkelen.
Deze CNC machines onderhouden en reviseren we zelf. Ook dat
vinden we interessant en leerzaam.
Wij werken uitsluitend met roestvrijstalen materialen en
kunststoffen.
Wij zijn gespecialiseerd in het op hoge snelheid orienteren, op steek brengen,
stapelen en groeperen van producten tot wel 700/min in het geval van koekjes
en ca 130/min voor kaas of vlees. Dit doen we al meer dan 20 jaar voor klanten
zoals Verkade, Bolletje, Bakkersland, Peijnenburg, Terbeke, Slippens Vleeswaren,
Group of Butchers, Uniekaas, Friesland Campina, Aware, Dupont en tientallen
bedrijven in de AGF sector en vele andere klanten in Europa welke distributeurs
voor ons in bedrijf stellen.
De machines hebben een buitengewoon lange levensduur omdat alles zwaar wordt
overgedimensioneerd. Alle machines die de laatste 20 jaar geproduceerd zijn
nog in bedrijf en hebben minimale onderhoudskosten.
Flowpack
Een flowfeed is een product wat we al meer dan 20 jaar maken in vele uitvoeringsvormen.
Deze machine brengt producten van een variabele steek naar een vaste steek en kan
bufferen, bijvoorbeeld om een paalwissel op te vangen of om niet aaneengesloten rijen
producten samen te voegen en op de juiste steek te brengen.
De snelheid kan variëren van 20 tot wel 700 per minuut.
Een gangbare uitvoering is een machine met 2 lagen van 6 banden elk voor buffering van de
producten. Aan de ingang hiervan is een wipband die de producten beurtelings doorgeeft
aan de onderste en bovenste laag. Aan de uitgang van de flowfeed is er een schuin aflopende
band die de producten op de tray legt of direct op de band als er geen tray wordt gebruikt.
De machine onderscheidt zich doordat de neusrollen en hoeken die voorkomen in de
wipbeweging en aflegband zeer klein zijn waardoor dunne vlees en kaas soorten en ook
aangevroren vleessoorten goed transporteren en bufferen. Dit is vaak lastiger bij een
3 lagen buffer omdat daarbij de hoek van de wipbanden en rollen vaak veel groter zijn.
Doordat de beide lagen productbanden uit meerdere banden bestaan kan alle bandlengte
efficiënt benut worden. Er is bewust gekozen voor dit concept omdat het met een bredere
variatie aan producten kan omgaan en flexibeler is. Een buffer kan in veel gevallen een
20% hogere capaciteit opleveren en bovendien zal de flowpacker niet meer stoppen bij een
paalwissel. Doordat er een bufferwerking is kan de snelheid van de slicer gemiddeld hoger
zijn vooral wanneer er een hoog percentage aan paalwissels is. De machine is uitgevoerd
met snel wisselbare banden door opklapbare neusrollen. De machine is geschikt om met
hoge druk afgespoten te worden.
Bovenste band van buffer voor rework en afgekeurde producten
Sommige vleessoorten hebben veel rework nodig. In een alternatieve mode kan de bovenste
bufferband ook gebruikt worden om afgekeurde producten en/of producten met ondergewicht
naar te transporteren. Nadat het rework klaar is kunnen de producten naar de verpakkingsmachine
worden getransporteerd, bijvoorbeeld tijdens een paalwissel van de slicer. Doordat de buffer
banden uit 6 segmenten bestaan is er een onafhankelijke bedrijfsmode aan de uitgang
en aan de ingang mogelijk. De uitgang van het bovenste buffer laat dan steeds een
aantal herstelde producten door tijdens een paalwissel terwijl aan de ingang nieuwe
afgekeurde producten binnen komen. In dit geval is de buffercapaciteit gehalveerd.
Eindcontrole met vision en ejectie
Na het op tray leggen kan via een vision camera het product worden beoordeeld op criteria
zoals lengte, breedte, oppervlakte, kleur, gaten e.d. Er kan ook worden gecontroleerd of
er een tray is en of het product binnen de tray ligt. Ook kan worden beoordeeld of het produkt
op steek ligt. Het product kan worden afgekeurd en naar een opvangbak worden getransporteerd via
een wipband. De wipband is uiteraard veilig uitgevoerd zonder inklemgevaar. De unit bestaat uit
1 transportband voorzien van camera en een wipband. De camerabehuizing is 180 graden wegdraaibaar
naar achter waardoor goed met hoge druk gereinigd kan worden.
Overlap functie geïntegreerd in de flowfeed met buffer
De zijwaarts bewegende neusrolunit aan de ingang van de flowfeed kan de producten links
en rechts vertrapt afleveren waardoor stapeltjes producten over elkaar kunnen worden gelegd
door het buffer in de flowfeed. Er is dus een overlapper geïntegreerd in de flowfeed.
De mate van overlap is een softwarematige instelling.
Meer sporen overlapper
Met hetzelfde overlapper principe zoals beschreven in de flowfeed, kan ook een meerdere sporen
overlapper worden uitgevoerd. Zo ontstaat een meerbaans overlapper bestaande uit:
-Tenminste een zijwaarts bewegende band en/of een of meer banden met zijwaarts bewegende
neusrolunits aan de ingang en/of uitgang ingericht om meer sporen product te ontvangen.
-De meersporen zijwaarts bewegende band kan ook individueel per spoor een zijwaartse
verplaatsing mogelijkheid hebben door 1 of meer neusrolunits aan de ingang en/of uitgang
verplaatsbaar uit te voeren en rotatie functionaliteit bevatten gebaseerd op verschil snelheid
van de banden binnen 1 spoor. Hierbij is de functie de eventuele afwijkingen van de gemeten
posities via camerabeelden in de transportrichting en de dwarsrichting en/of rotaties binnen
de meerdere sporen te corrigeren naar een doelpositie en doel rotatie. Dit gebeurt op basis van
camerabeelden en een besturing. Door nauwkeurige horizontale en rotatie posities te corrigeren
kunnen nauwkeurige overlappende porties worden gecreëerd.
-De rotatie functionaliteit door verschil snelheid kan verbeterd worden door de banden die het
product dragen in trilling te brengen.
-Navolgend de bovenstaande beschreven zijwaarts bewegende banden die mogelijk ook hoeken kunnen
corrigeren, tenminste 1 wipband die de producten beurtelings per 1 of meerdere producten achter
elkaar tussen een onderste en bovenste band kan afgeven.
-Vervolgens is er na deze wipband op een onderste spoor tenminste een onderband en op het bovenste
spoor tenminste een bovenband waarbij de producten op de onderband en bovenband kunnen worden
gesynchroniseerd in de transportband richting zodat de producten in een transportrichting een zelfde
of nagenoeg dezelfde positie hebben.
-Vervolgens is er een stap waarbij het product de tenminste 1 bovenste band verlaat op een kleine
hoogte afstand tot de onderste band zodat de producten overlapt worden afgegeven boven op elkaar.
-Nadat 2 porties overlapt zijn, kunnen optioneel de 2 overlapte porties naar achter bewegen in de
transportrichting gezien waarbij daarna weer voorwaarts wordt bewogen om gesynchroniseerd in de
transportrichting om een eventuele 3de portie te overlappen. Dit kan op 1 of meerdere sporen parallel
worden uitgevoerd. Op deze manier zijn 3 porties zijwaarts overlapt. Deze stap kan steeds worden herhaald
alhoewel meer dan 2 porties overlappen niet vaak voorkomt.
-Een 3de overlap kan ook worden gecreëerd door de wipband te laten afgeven op 3 verschillende hoogten van
nivo's van banden na de wipband. Het op elkaar leggen gaat vervolgens net als bij 2 banden boven elkaar
waarbij de uitgang van een bovenband in hoogterichting net boven een onderliggende band is gepositioneerd.
Het voordeel is dat deze overlap methode een software oplossing is die aan en uit kan worden gezet zonder
mechanische instellingen waarbij de overlapafstand softwarematig kan worden ingesteld per overlap zowel in
de zijwaartse als in de transportrichting. Wanneer er na de wipband slechts 1 onder en 1 boven band wordt
gebruikt, dan is er geen bufferfunctie. Door meer onder en bovenbanden toe te voegen na de wipband ontstaat
er een bufferfunctie en betere en snellere mogelijkheden om de producten op steek te brengen en/of te groeperen
in een formatie waarbij de overlapfunctie duidelijk sneller kan worden uitgevoerd. De producten die gegroepeerd
of op steek worden gebracht kunnen zowel enkele als overlapte producten zijn en in een of meer sporen parallel
naast elkaar uitgevoerd. De een of meerdere sporen producten kunnen ook na het overlappen aanvullend gegroepeerd
en/of op steek worden gebracht door 1 of meer banden.
Dubbele flowfeed horizontaal met synchronisatie op meerdere sporen
Hieronder een voorbeeld waarbij producten op hoge snelheid worden
geroteerd, zijwaarts uitgelijnd en in de transportband richting onafhankelijk
van elkaar worden gebufferd en gesynchroniseerd en op steek worden gebracht.
Snelheden tot 1000/min per spoor zijn mogelijk zodat de totale capaciteit 2000/min kan zijn
bij 2 sporen. Ipv 2 sporen kunnen ook 3 of 4 sporen naast elkaar worden uitgevoerd.
De zijwaartse uitrichting is hier met een zijband uitgevoerd maar in een verder verleden
hebben we dit ook met zijwaarts bewegende neusrolunits per spoor uitgevoerd voor
enkele slices kaas.
Uitrichter
In 2018 is de uitrichter ontwikkeld nav vragen
over het roteren in hoek en positie van enkele plakjes kaas op
hoge snelheid. Hieruit is een machine ontstaan welke op
hoge snelheid dunne slices vlees, kaas of vis kan roteren zowel
enkele plakjes als stapeltjes. Inmiddels zijn meer dan 9
systemen gebouwd en de werking is nauwkeurig en betrouwbaar.
Het systeem kan op 40 bar afgespoten worden en heeft zich
inmiddels bewezen. De neusrolunits worden gedragen door
stevige assen die in en uit het frame schuiven waardoor een
hygiënische en eenzijdige ophanging ontstaat waarbij bandjes
makkelijk kunnen worden gewisseld. Aan veiligheid en hygiëne is
veel aandacht besteed. Iedere hoek is mogelijk dus ook
bijvoorbeeld 45, 135 en 180 graden als de richting van het
product moet worden omgedraaid. Sommige klanten hebben meer
dan 20 verschillende producten waarbij per product geen
speciale instellingen nodig zijn omdat het vision zeer robuust
detecteert wat de afwijkende hoek en positie is welke moet
worden gecorrigeerd. De besturing en software is geheel in
eigen beheer ontwikkeld. Het is ook mogelijk om via een
programma meerdere producten achtereenvolgend verschillende
hoeken te laten roteren en/of zijwaarts te verplaatsen zodat
bijvoorbeeld een ster, kruis, vierkante of custom vorm kan
ontstaan wanneer de plakjes of stapeltjes later op elkaar
worden gestapeld. De zijwaartse positie correctie zowel aan de
ingang als aan de uitgang is ca +/-40 mm en deze capaciteit is
ook bij snelheden van 100/min beschikbaar omdat de volledige
cyclustijd gebruikt kan worden om de in of uitgaande
neusrolunit zijwaarts te positioneren. Hierdoor zijn grote
zijwaartse correcties op hoge snelheid mogelijk.
Het principe bestaat uit 2 zijwaarts bewegende passieve neusrolunits
per spoor waarbij de aandrijfrollen ca 400-800 mm lager zijn gepositioneerd.
De neusrollen zijn gedeeld en hebben door de onderliggende aandrijfrollen
verschillende snelheden. Op deze manier kunnen er per spoor 2-6
verschilsnelheden worden aangedreven en kan het product worden gedraaid
om een verticale as op een spoor. Voor verschillende toepassingen worden
meer of minder verschilsnelheden per spoor gebruikt. Een belangrijke
functie van de machine is dat de transportsnaren in trilling worden
gebracht door een daaronder liggende trilmechaniek. Dit maakt dat het
roteren veel sneller en betrouwbaarder werkt en dat veel dunnere soorten
vlees en kaas kunnen worden geroteerd dan zonder trillen. Bovendien raken
dunne producten dankzij het trillen niet tussen de transportsnaren bij
dun vlees of kaas en blijven dunne producten vlak. Een ander groot voordeel
van het trillen is dat de lengte breedte verhouding van de slices veel
groter kan zijn waardoor ook langwerpige producten betrouwbaar kunnen worden
geroteerd. Zelfs stapeltjes van 1 of enkele dunne langwerpige kleverige
slices kunnen door het trillen betrouwbaar worden geroteerd welke anders
zouden worden verfrommeld door de optredende schuifkrachten van de
verschilsnelheden tussen de banden bij conventionele systemen.
Het trillen is ontstaan vanwege de beperkingen die werden ondervonden bij
conventionele systemen met 2 parallelle brede banden met verschil snelheid
welke we in het verleden ook hebben gebouwd. Dit soort systemen hebben veel
gevoeligheden voor de middenpositie van het product tov de banden, lokale
wrijvingsverschillen in het product door vet en de productstructuur. Een
product heeft vaak niet aan beide kanten dezelfde wrijving, dat maakt dat je
niet van te voren niet weet wat het midden moet zijn voor zo'n product om
betrouwbaar te kunnen roteren. Het kan voorkomen dat een product dan geheel
niet gaat roteren of slechts gedeeltelijk als de wrijving aan 1 kant duidelijk
hoger is dan de andere kant. Dit soort systemen werkt vaak niet betrouwbaar
genoeg en bovendien is de zijwaartse correctie bij hogere snelheden niet
toereikend wanneer zo'n parallelle uitricht band als geheel zijwaarts wordt
verplaatst. Al deze tekortkomingen werden opgelost met deze nieuwe uitrichter.
Diverse filmpjes op deze website laten het trillen wat sterker zien dan in
werkelijkheid nodig is om te laten zien dat ook bij hogere amplitudes het
product prima op elkaar blijft liggen. Het trillen ziet er soms een beetje
eng uit en sommige operators zetten het in het begin soms uit als ze het voor
het eerst zien omdat ze bang zijn dat het product van elkaar trilt. Vaak zie je
daarna dat de operator het na korte tijd al weer aan zet omdat het voor veel
producten overtuigend beter werkt en van elkaar af trillen of dat slices onderling
verplaatsen komt niet voor met gangbare kaas en vlees producten. Bovendien kan de
frequentie van het trillen en de amplitude per product worden aangepast en
geoptimaliseerd. Het systeem werkt robuust en is weinig product afhankelijk.
Sommige klanten werken zonder touchscreen met alleen een knop linksom of rechtsom
draaien. Niet alle producten hebben het trillen nodig maar veel producten zoals
dun vlees of kaas, stapeltjes van 1 of enkele slices, kleverig producten, product
met meer vet of wrijving aan een kant, langwerpige producten en producten met weinig
overlap werken veel sneller en betrouwbaarder met trillen aan. Zonder het trillen
komt het te vaak voor dat een product niet of niet goed roteert waardoor er storingen
ontstaan zoals onnodig uitwerpen van goede producten of dat het product in de seal
raakt van de verpakkingsmachine met alle gevolgproblemen die daar bij horen.
Bovendien is de capaciteit voor sommige producten met trillen tot wel 2 maal hoger
en snelheden hoger dan 100/min zijn geen uitzondering waarbij dan vaak ook nog 70 mm
zijwaarts kan worden gecorrigeerd. Niet goed uitgelijnde of geroteerde producten zijn
een enorme verstorende factor waardoor het lijn rendement duidelijk omlaag kan gaan.
Diverse klanten hebben met deze machine het lijnrendement omhoog zien gaan terwijl
mensenhanden konden worden bespaard die handmatig producten goed legden.
Een klant had al meer dan 10 jaar een persoon werkzaam om dunne porties rosbief 90
graden te draaien en deze persoon kon gelijk iets anders gaan doen nadat de uitrichter
was geïnstalleerd.
We nodigen u graag uit om te demonstreren hoe betrouwbaar het werkt met uw producten.
Het principe werkt duidelijk beter dan conventionele 2 banden systemen die producten draaien.
Veel producten die zich niet laten draaien op een conventioneel 2 banden systeem werken probleemloos
en op veel hogere snelheden op deze uitrichter. Het is ook mogelijk om met dit systeem het product
te draaien wanneer het al op tray ligt maar het draaien van een kaas en vlees product gaat
betrouwbaarder en sneller dan een product op tray omdat er meer grip is met een onverpakt product
dan met een tray. Bovendien wordt wanneer alleen de tray wordt gedraaid, niet de juiste hoek en
positie gecorrigeerd van het product op de tray. Robots zijn flexibel. Maar als het alleen is om
een product te draaien dan is deze uitrichter een alternatief wat slechts ca 650 mm lang is.
Bij robots zijn vaak meerdere grijpers nodig voor de verschillende producten waarbij finetuning
door een grotere product afhankelijkheid een rol speelt. Het omstellen van het ene naar het andere
product kan daardoor langer duren. En complexere systemen hebben vaak hogere operationele kosten en
grijperkoppen zijn aan slijtage onderhevig. En een lijnoperator bij een robot moet meestal van een
hoger nivo zijn. Bij deze uitrichter werkt het hoek, zijwaarts en 90 graden draaien en uitrichten
voor een grote variëteit aan producten met een omsteltijd van nul. Zowel kaas als vlees, enkele
plakjes of dikke stapeltjes, vormen zoals rond, vierkant en duidelijk langwerpige vormen worden
meestal met een zelfde programma gedraaid. En als er al instellingen zijn dan kan dat centraal
vanuit een product keuze menu automatisch worden ingesteld. Alles draait vandaag de dag om snelheid,
flexibiliteit en machines die gemaakt zijn om een grotere mate van misbruik aan te kunnen.
Bovendien moeten machines vandaag de dag ook geschikt zijn voor operators die niet goed Nederlands
spreken en geen hogere opleiding hebben. Een systeem is zo betrouwbaar als zijn zwakste schakel.
Als 1 op de 1000 producten niet goed in hoek of zijwaartse positie gecorrigeerd wordt dan is dat
een enorme verstoring van het proces. Daarom is het belangrijk dat een draaistation en uitrichter
met alle producten goed werkt en dat de persoon die dit nog handmatig doet bespaard kan worden.
Aanvullend is product inspectie en ejectie mogelijk en wordt het ingebouwde vision systeem van
de uitrichtunit daarvoor gebruikt. Er is ook een uitvoering leverbaar waarbij de uitrichter voorzien
is van een ingebouwde inliner. Deze machine maakt onafhankelijk van de aanvoer en welke hoek het
product aankomt een rechte rij producten van 2 of meer sporen random versprongen en verdraaide producten.
Een conventionele inliner doet steeds een zelfde stap, daardoor legt een product wat niet goed op het
spoor ligt voor het inlinen nog steeds niet goed op spoor na het inlinen. Een gecombineerde inliner en
uitrichter heeft dit probleem niet waardoor handmatig corrigeren van zijwaartse posities en hoeken
overbodig wordt ook wanneer 2 of 3 sporen producten moeten worden ingelijnd. De bouwlengte van het
draaistation met uitrichter is ca 650 mm. Een gecombineerde inliner met draaistation is ca 1500 lang.
Een inliner met draaistation en ejectband is ca 1900 mm lang. De draai en zijwaartse uitrichtunit heeft
een octrooi.
Demonstratie met en zonder trillen
Door de vibratie werkt het roteren betrouwbaar, snel en 100%
Vooral voor langwerpige producten en producten waarbij aan een kant
meer vet zit. Zonder vibratie blijven er mensen bij de verpakkingsmachine
staan om producten te corrigeren die anders tussen de seal zouden komen.
Test met heel dun vlees
Door een kleine trilling kunnen zeer dunne plakjes vlees en kaas betrouwbaar gedraaid
worden die anders zouden vervormen. De test is gedaan op kamertemperatuur waardoor het vlees nog zachter wordt.
Ook enkele dunne plakjes jonge kaas hebben deze trilling nodig, anders kan het product vervormen en problemen
veroorzaken in de verpakkingsmachine. De video laat de handmatige modus zien waarbij een druk op de knop een
draai van 90 graden veroorzaakt. Trillingen met snelheidsverschillen in de banden maken niet alleen de rotatie
sneller en betrouwbaarder, maar zorgen er ook voor dat zeer dunne plakjes vlees en kaas betrouwbaar en zonder
vervorming kunnen worden gedraaid. Een ander voordeel is de lengte/breedte-verhouding die bij trilling vele
malen groter kan zijn. Als het product niet plat is en uitstulpingen vertoont na het snijden, dan kan de trilling
zelfs helpen om het product plat te maken.
Demonstratiefilmpje met diverse producten
Hieronder een filmpje waarbij een klant met diverse producten kwam testen om de
grenzen op te zoeken. Er worden zowel smalle als brede porties kaas en vlees gedraaid.
Op het eind wordt een enkele slice en gevouwen slices ham gedraaid.
Alle producten zijn met dezelfde instelling gedaan.
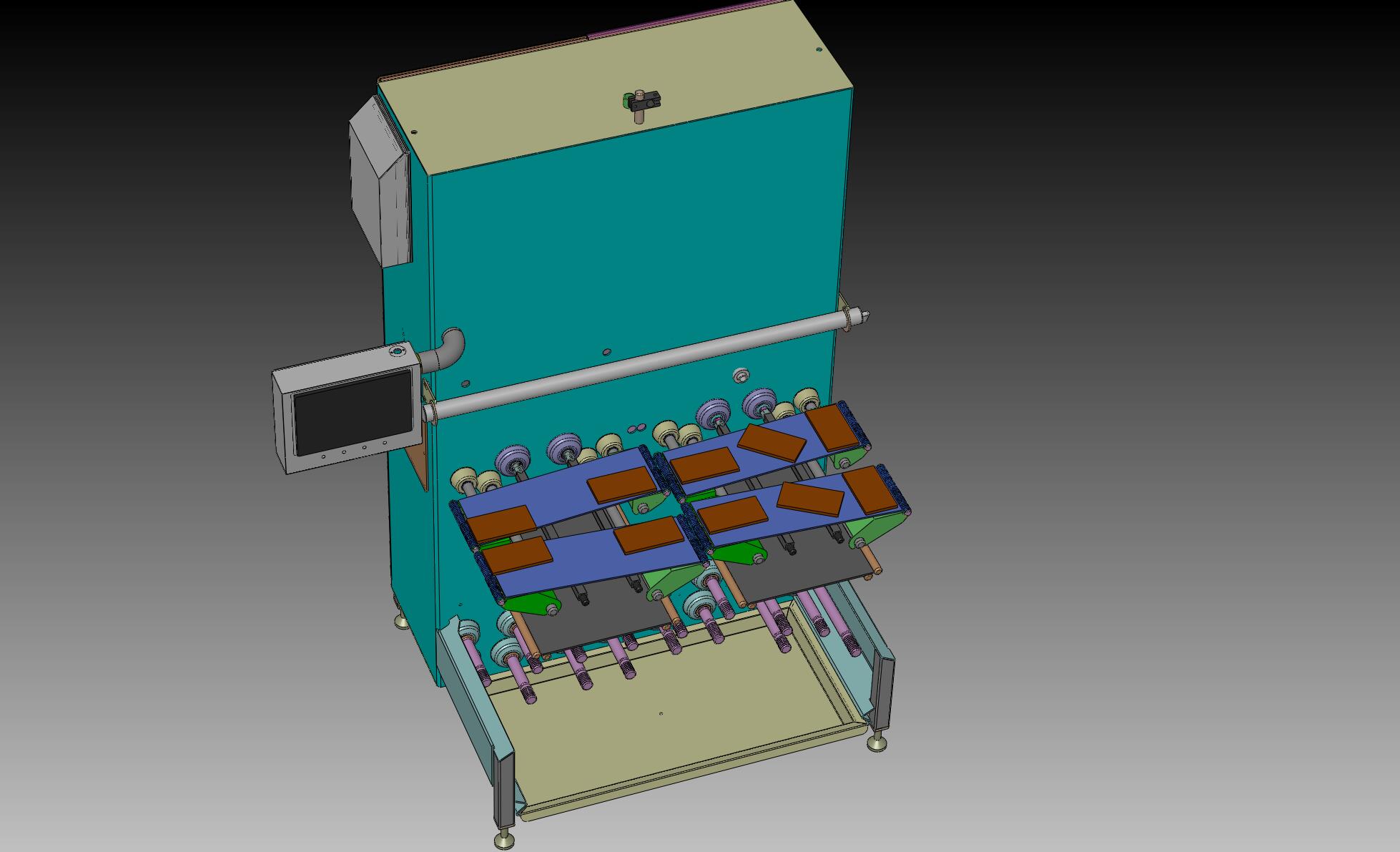
Meersporen Uitrichter
Dezelfde uitrichtunit kan ook voor meerdere
sporen uitgevoerd worden, zie hieronder een plaatje van een 4
sporige uitvoering. 2 tot 6 sporige uitvoeringen zijn
standaard mogelijk en kunnen de producten uitlijnen en roteren
tbv van de verpakkingsmachine zoals bijvoorbeeld een
dieptrekker of topseal machine. Alle sporen worden
onafhankelijk van elkaar zowel aan de ingaande neusrol als aan
de uitgaande neusrol zijwaarts verplaatsbaar aangedreven
waardoor individuele zijwaartse correctie ontstaat. Ook is het
roteren van de producten om een vericale as individueel per
spoor uitgevoerd met individuele verschilsnelheden per spoor.
De werking is identiek aan de enkele uitrichtunit behalve dat
er meerdere sporen naast elkaar worden geplaatst. Een typisch
voorbeeld volgens bijgaand plaatje is een unit tbv een 4
sporen dieptrekker waarbij kaas of vlees zowel aan de ingang
als aan de uitgaande neusrollen individueel zijwaarts kunnen
worden gepositioneerd. Hierbij worden de producten ook
individueel in hoek gecorrigeerd en/of 90 graden gedraaid.
Iedere hoek is mogelijk, ook 180 graden. De bouwlengte is ca
700 mm. Wanneer producten longside leading worden aangevoerd
en lang en smal zijn dan is de zijwaartse verplaatsing soms te
groot voor 1 uitrichtunit. In dat geval kan voor 2 units in
serie worden gekozen al of niet in 1 frame gebouwd of los van
elkaar.
2 rijen rotatie unit en zijwaartse steekcorrectie
Wanneer producten erg breed zijn en geroteerd moeten worden, dan zal de
breedte steek na het roteren vaak ook kleiner gemaakt moeten worden.
Dat kan door een extra sectie rotatie/zijwaartse correctie banden in serie te plaatsen volgens onderstaand plaatje.
Zowel de eerste sectie als de 2de sectie in serie kan zijwaarts corrigeren en roteren.
Met een unit zoals hieronder afgebeeld kunnen 2 maal hogere snelheden worden bereikt waarbij
tot 200 producten per minuut mogelijk is.
Meerdere sporen uitrichter met gecombineerde inliner
Er is ook een verlengde meerdere sporen uitrichtunit
mogelijk waarbij de zijwaartse slag veel groter is. Hierbij is het mogelijk om van meerdere sporen minder sporen te maken
of van minder sporen meerdere sporen te maken waarbij de hoekverdraaiing om de verticale as en zijwaartse individuele correctie tegelijk gebeurd.
Bijvoorbeeld van 1 naar 2 of van 2 naar 1. Of bijvoorbeeld van 2 naar 3 of meer en andersom. Of bijvoorbeeld van 3 naar 1 of andersom etc.
Het voordeel is dat hoekfouten en positie fouten per spoor worden gecorrigeerd.
Dus als de aanvoer op een linker spoor +/-10 mm aankomt en op een rechter spoor +/-40 dan is na het inlijnen alles op een rechte lijn en zijn
alle hoekfouten ook gecorrigeerd. Bij hogere snelheden kunnen meerdere (meersporen) uitrichtunits al of niet in 1 frame in serie achter elkaar geplaatst worden.
Aanvullend is product inspectie en ejectie mogelijk per spoor en wordt het ingebouwde vision systeem van de uitrichtunit daarvoor gebruikt.
Inlijnen kan ook met vaste schuifbanden volgens bijgaand filmpje. Hierbij roteren de producten niet op de banden en wordt een enkelsbaan uitrichter
na de 3 naar 1 inlijner geplaatst om hoekcorrecties en individuele fijncorrecties te doen.
Een 3 naar 1 inliner volgens onderstaande filmpjes kan afhankelijk van producteigenschappen tot 130/min in lijn brengen en is ca 1.6 meter lang.
Vooral bij producten waarbij de slicer een beperking is kan het zinvol zijn om 3 sporen in te lijnen.
Zoals bijvoorbeeld sommige soorten grillworst welke bij 2 palen slechts 50 per minuut draaien
kunnen in dit geval naar 75 per minuut worden verhoogt zonder de lijn langer te maken.
Inlinen en roteren op 120/min
Alle producten in bovenstaande video zijn met dezelfde instelling gedraaid. Alle bandovergangen hebben dunne pinnen en kleine neusrollen waardoor
enkele plakjes vlees, kaas of vis van minder dan 1 mm dikte kunnen worden getransporteerd zonder dat het product tussen de neusrollen komt.
De grote hamproducten zijn 220 mm breed. De smalle kaasproducten zijn 65 mm breed en ca 150 mm lang.
Met nog een extra zijwaarts bewegende band is 150 producten per minuut mogelijk.
Enkele zeer dunne plakjes vlees of kaas kunnen worden gedraaid en inline worden gebracht van 2 naar 1 of van 3 naar 1 sporen of andersom, van 1 naar 2 of 1 naar 3 sporen.
Alle 4 neusrolunits van de 2 banden die zijwaartse correcties doen zijn onafhankelijk zijwaarts beweegbaar op basis van camerabeelden voor hoge capaciteit en precisie.
De roterende assen tussen de zijwaarts bewegende neusrolunits veroorzaken een trilling in de banden waardoor ook zeer dunne en langwerpige producten op hoge snelheid
betrouwbaar kunnen worden geroteerd. Deze trilbeweging is er zowel voor de eerste band, de schuifband en ook voor de 2 de band, de uitrichtband die de precieze positie
en rotatie uitvoert. Het trillen kan aan en uit gezet worden. Aan het einde na het inlinen en roteren is er een uitwerpband op basis van een vision systeem dat ook wordt
gebruikt om de producten in te lijnen en te roteren.
Inliner (3 naar 2 of 1 spoor)
Vision
Wij bouwen vele uiteenlopende vision systemen voor barcode detectie, sticker herkenning, THT datum herkenning, afkeurcriteria in vlees,
kaas of koek, rot in fruit of groente, geometrische herkenning, real time orientatie en positie bijsturen, seal verontreiniging detectie etc.
Dit bouwen wij ook op bestaande machines zoals oudere dieptrekkers welke naar de huidige stand der techniek moeten worden gebracht.
Het seal detectie systeem onderscheidt zich van andere systemen doordat alle lampen en cameras automatisch servoversteld in hoek en hoogte
verstelbaar zijn via het gekozen product waardoor nooit een compromis hoeft te worden ingesteld en het beeld maximale scherpte heeft wat
de precisie en detectie verbeterd. Bovendien kunnen al deze functies zelfs in een 2 rijige uitvoering worden gebouwd, (zie onderstaande foto.)
Lekdetectie
Voor de grootste kaasverwerker in Nederland hebben wij succesvol een machine gebouwd welke lekke verpakkingen detecteerd voor
vacuum verpakte kaasproducten. Dit kan op een snelheid tot 160/min.
Zie onderstaande foto waarop de lekdetectie aan de rechterkant staat. De linker machine is een inliner die de producten op 1 spoor brengt.
Inlijnen na dieptrekken
Wij bouwen al meer dan 15 jaar zeer betrouwbare hoge snelheids inlijners voor de meeste grotere dieptrek verpakkers in Nederland.
Een belangrijk kenmerk van deze machine is dat het product met de snelheid van de uitvoerband wordt meegeven waardoor geen slip ontstaat
en de producten op een nauwkeurige steek de machine verlaten. Vele inlijners laten het product gewoon vallen op een draaiende band wat
steekfouten veroorzaakt welke storingen in nakomende systemen kunnen veroorzaken.
Soms worden er bij hoge snelheden een aantal extra bandjes ingebouwd om exacte steken te creeren. Exacte steken zijn belangrijk
voor nakomende checkwegers en casepackers en dit gaat helaas maar al te vaak fout in inlijners. Wij kunnen dit garanderen.
Wij maken inliners tot 13 taken/min waarbij 1 enkele rij wordt opgepakt. Bij 16 producten per takt kan dit tot snelheiden van
ca 250/min. De inliners laten lege verpakkingen liggen en kunnen ook worden uitgevoerd met vision en andere uitwerp criteria zoals
lekke producten.
Ontnesters
De ontnester werkt volgens een uniek principe waarin wij tot dusver de enige zijn die dit zo maken.
Het principe is kostbaarder om te maken, maar werkt wel veel betrouwbaarder en heeft andere grote
voordelen welke tot kostenbesparingen kunnen leiden.
Dit principe van ontnesten maakt dat het met zeer dun karton of folie kan werken.
Een ander belangrijk voordeel is dat het gebruikte principe vaak geen stapelnokken nodig heeft.
Een klant heeft ooit berekend dat de machine in 1.5 jaar werd terug verdient omdat er 5 maal
zo weinig volume hoefde te worden getransporteerd en opgeslagen vanwege de stapelnokken en daarmee de
grote afstand tussen de trays die niet meer nodig was.Bovendien kan door dunnere materiaaldikten te gebruiken ook
bespaard worden waarvoor de machine bij uitstek is geoptimaliseerd. We bouwen zowel hoge modellen die over
een productbaan staan in het geval bij robot beladen of een laag model waarbij het buffer boven op de ontnester
wordt gebouwd. (Zie filmpje flowpack automatisering.)
Het voordeel van deze uitvoering is dat de hoogte van het magazijn zeer laag en ergonomisch is.
Het magazijn zit op een hoogte van ca 1200 mm. De meeste machines worden in 6 baans uitgevoerd, dit geeft rust in de lijn.
De vulling is ca 850 mm.
Tot slot, wij leveren geen verpakkingsmachines maar de automatiseringen er om heen doen we goed.
Dit leidt tot best in class machines waardoor een beter rendement wordt bereikt van uw productielijn.
We zijn ook in staat de werking onderling tussen de diverse machines te optimaliseren vanwege de grote ervaring met besturingstechniek.
We maken en ontwerpen alles zelf, watersnijden metaal en kunstof, CNC draaien, CNC freesen, lassen, bouwen van de elektrakasten en de software.
Dat maakt dat we nieuwe machines in een korte tijd kunnen ontwikkelen met de meest recente technieken.
VACTURE 3D CAD TEKENAAR
Wij zoeken een 3D Cad tekenaar met ervaring bij voorkeur met
het programma Solidworks. Bij voorkeur heb je ook enige
ervaring met monteren, bestellen en begeleiden van de bouw van
een machine. Wij bieden een leerzame werkplek met ruimte voor
verdere ontwikkeling waarbij je met alle moderne fabricage
processen en besturingstechnieken zoals robotica en vision
kennis maakt.
Wij hebben een ambachtelijke werksfeer.
De ontwerper die iets nieuws ontwerpt of tekent krijgt
gelegenheid om de onderdelen zelf te maken en of te monteren
om zo beter gevoel te krijgen met de machine en het materiaal.
Van zelf maken en monteren leer je het meeste.
Wij hebben voor Solidworks een geavanceerde applicatie in huis
ontwikkeld wat de werkzaamheden veel gemakkelijker en
efficienter maakt. Veel tijdrovende teken en administratieve
werkzaamheden zijn hierbij ver geautomatiseerd.
Wanneer je net een HBO of MTS opleiding af hebt en serieus met
3D cad wilt ontwerpen dan ben je ook welkom voor een gesprek.
VACTURE ALGEMEEN
Wegens groeiende vraag naar onze machines in Europa zijn wij
op zoek naar nieuwe medewerkers. Als je toe bent aan een
nieuwe uitdaging en machines bouwen, onderhouden of
ontwikkelen leuk vindt neem dan eens geheel vrijblijvend
contact op. Ambitie krijgt bij Automotion alle ruimte.
Persoonlijk groei stimuleren wij. Onze medewerkers dragen
bij aan het succes van de onderneming met hun ontwikkeling
tot technisch specialisten binnen de foodindustrie. Ben je
zelfstandig, technisch onderlegd en ga je een uitdaging niet
uit de weg? Neem dan eens vrijblijvend contact met ons op en
informeer naar de mogelijkheden. Wij zijn met regelmaat op
zoek naar stagiairs en jonge technici met een dosis pit,
ambitie en technisch inzicht die het vak echt willen leren.
Automotion Systems BV
Handelsweg
27, 1619 BJ Andijk, The Netherlands
Handelsweg
27, 1619 BJ Andijk
Tel: +31
(0) 228 591597
Email:
info@automotion.nl
BTW Nr: NL810053615B01
KvK: 37093286
Take from direction
Amsterdam exit 9 of the A7 (E22) and follow the N302
towards Enkhuizen for approx. 14km
From direction Lelystad you drive on the N302
Neem vanuit richting Amsterdam afslag 9
van de A7 (E22) en volg de N302 richting Enkhuizen
voor ca. 14km
Vanuit richting Lelystad rijdt U al op de N302